刚开始接触CADCAM设备的时候更换车针应该是一件让人很头疼的问题!下面这个界面大家应该不陌生吧
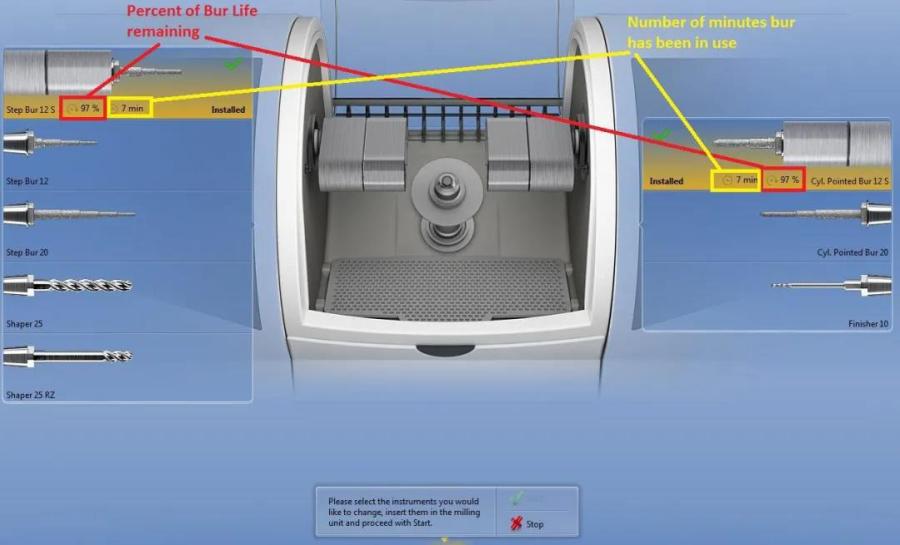
上图是瓷睿刻车针更换界面,黄色highlight部分是代表该车针使用了多长时间,红色表示车针使用寿命还剩多少。还挺智能的吧!这里显示了10款车针中的8个,那么还有2个在哪里呢?隐藏掉的2支车针是超精细研磨的EF车针,当使用超精细研磨功能的时候会显示出来。
1、谁在左边?谁在右边?怎么组合的呢?
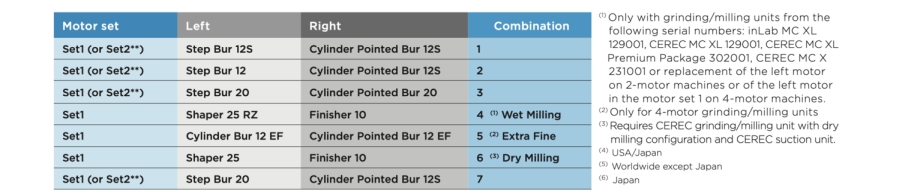
第7个方案我是首次发现,同样是金刚砂车针湿加工,为什么会有这个组合我们下面再解释。
2、这10个车针分别叫什么名字呢?

1)金刚砂阶梯状车针12S;2)金刚砂阶梯状车针12;3)金刚砂柱状尖头车针12S;4)柱状平头超精细车针12;5)柱状尖头超精细车针12;6)金刚砂阶梯状车针20;7)金刚砂柱状尖头车针20;8)钨钢湿加工车针25RZ;9)钨钢车针10;10)钨钢干加工车针25;
3、都能加工哪些材料呢?
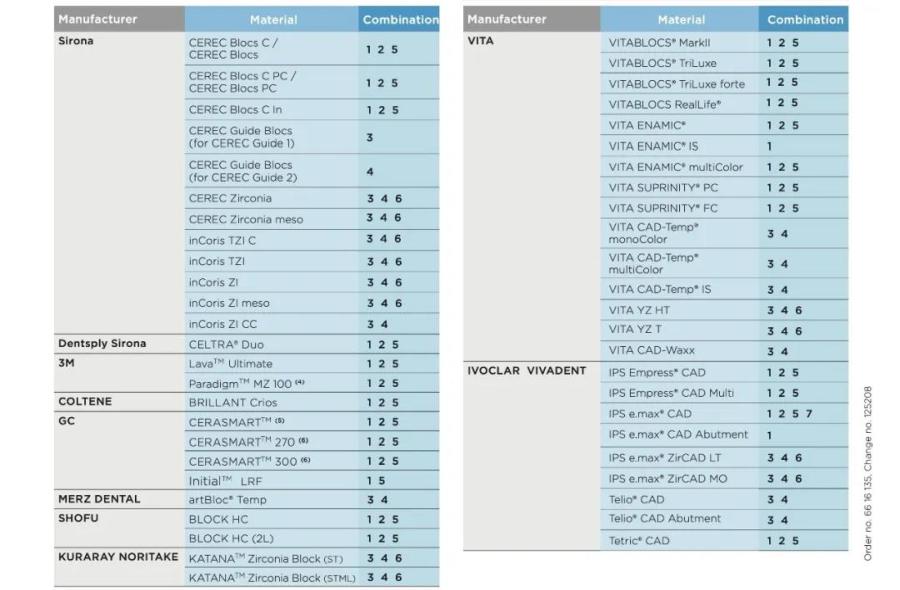
凡是出现125组合的基本都是玻璃陶瓷类修复体:1组是常规玻璃陶瓷加工工具:2组是应用于下前牙内冠切端过窄等现象时使用5组是针对复杂几何形态修复体时使用的超精细车针出现346组合的基本都是氧化锆或树脂类修复体:
3组是湿加工碾磨grinding,一些老款设备还需要用这种方式加工氧化锆或树脂类修复体
4组是湿加工研磨milling,加工策略更适合对应材料的技工性能,比如氧化锆和树脂类材料6组是干加工研磨milling氧化锆类修复体
最后,车针组7在表格中仅仅出现了一次,是在义获嘉公司的IPS Emax CAD这里。我认为这组车针左侧使用step bur 20的原因可能是为了应对更长的牙齿(龈距或切龈距较大的修复体)日后我会对这个问题再做测试,然后再把结果和大家分享。
文章转载自公众号Motivationen
